

Construcción Troquel Progresivo
Lección 24ª 2ª
Segunda Parte.
En el presente capitulo, y continuando con la construcción del troquel progresivo para la fabricación de piezas para rotor del mini motor, vamos a realizar las operaciones encaminadas a la mecanización de los distintos punzones en la placa-guía.
Recordaremos de la Lección 24-1ª el plano que dibujamos. En aquella ocasión solamente trazábamos en la guía, los datos correspondientes a los distintos agujeros para el mecanizado correspondientes a los casquillos, columnas y tornillos (insertamos de nuevo el mencionado plano).
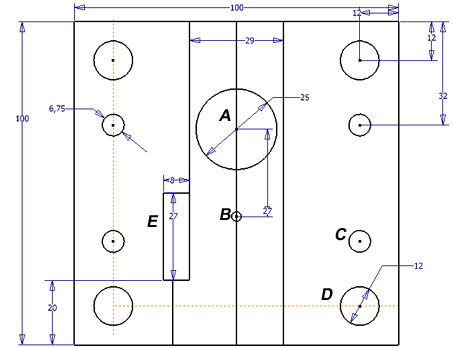
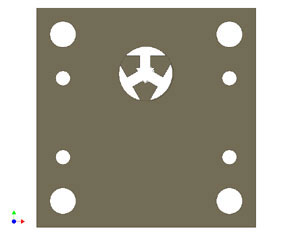
Ahora lo que vamos a trazar es la situación que corresponde al punzón A del rotor, que estará en el centro de la cota 100 mm.,y aproximadamente a unos 35 mm del canto superior. El trazado lo podemos hacer con regla milimetrada, escuadra de tacón y punta de trazar, o bien con mármol, donde apoyaremos el gramil de alturas y la placa-guía, para trazar las dos lineas perpendiculares correspondientes. Graneteamos el punto resultante. Tomamos un compás de puntas, y con centro en el graneteado, marcamos una circunferencia con radio 12,5 mm. y otra con un radio mayor (de unos 30 mm.), Esta segunda circunferencia, es la que nos servirá para centrar la pieza en el plato de cuatro garras independientes del torno.
Una vez colocada la placa en torno, sujetamos una punta de trazar en la torreta porta-herramientas, la acercamos a nuestra pieza de forma que coincida con el punto mas cercano a nosotros de la circunferencia grande, a la vez que procuramos que dos de las garras del plato estén horizontales. Giramos a mano el plato una vuelta completa, observando el desvío de la circunferencia con respecto a la punta de trazar. Aflojando una de las garras y apretando la opuesta, corregimos el mayor desfase. Realizamos la misma operación, las veces necesarias, hasta conseguir el centrado de la circunferencia auxiliar.
Repasamos el apriete de las cuatro garras.
Colocamos en el portabrocas del torno una broca de sacar centros y punteamos. Cambiamos de broca, montando una de 8 mm. Taladramos agujero pasante.
 Montamos una herramienta de interiores, mecanizando un cajeado de 25 mm. de diámetro, con 2 mm. de profundidad, y que comprobaremos con el punzón del rotor.
Montamos una herramienta de interiores, mecanizando un cajeado de 25 mm. de diámetro, con 2 mm. de profundidad, y que comprobaremos con el punzón del rotor.
El cajeado que hemos realizado, es para centrar en él el punzón,( para trazar la figura y para colocarlo adecuadamente cada vez que tengamos que marcar dicha figura posteriormente).
Después del trazado, comprobaremos que los trazos no llegan al orificio taladrado de 8 mm (en caso de que tocaran, lo tendríamos en cuenta para cuando taladremos la placa matriz, hacerlo con un diámetro menor)
Una vez trazada la figura del punzón, llevaremos la placa a la máquina sierra de calar, cortaremos una longitud de sierra de cinta de 6 x 0,6 mm. igual al desarrollo de la necesaria, la introducimos por el orificio de 8 mm(procurando que los dientes de la sierra estén hacia la cara trazada de la pieza, soldamos los extremos de la sierra, revenimos la soldadura y limamos la misma para quitar rebabas de la fusión.
Montamos la sierra en las dos poleas de la máquina, tensamos, colocamos los protectores y comenzamos a desbastar el material sobrante, sin acercarnos demasiado a los trazos.
Una vez limado con la sierra de cinta, la mayor parte del material sobrante, cortaremos la sierra para sacar la pieza. Colocamos la pieza en el tornillo de banco.
Limaremos con las limas de cola de ratón,
acercándonos en lo posible a los trazos.
Quitamos la pieza del tornillo de banco y la llevamos a la prensa hidráulica o al timbre de bolas.
Colocamos el punzón encima de la guía, de forma que coincidan las figuras. (aquí tenemos como centrador, el cajeado)
Acercamos la maza del timbre manual a la cabeza del punzón.
Retrocedemos media vuelta la maza del timbre.
Avanzamos la maza enérgicamente, con el fin de que el punzón, marque su figura en la guía , indicándonos cuanto material le sobra.
De nuevo limamos éste sobrante.
Otra vez al timbre, y nuevo golpe.
 Repetimos hasta conseguir que el punzón pase totalmente la guía.
Repetimos hasta conseguir que el punzón pase totalmente la guía.
Debemos considerar, que la penetración con la presión del timbre, es para indicar el material sobrante y no la laminación del material exclusivamente, por el peligro de rotura del punzón.
Una vez conseguido el ajuste, debemos suavizar el deslizamiento.
Es conveniente que cada vez que efectuemos la penetración del punzón, manchemos el mismo con tiza de la empleamos para escribir en la pizarra. Esta pelicula de tiza impedirá que se "gripen" las dos piezas (unión forzada en frío).
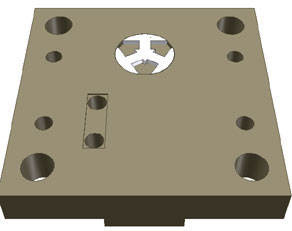
El siguiente paso, será pasar el punzón alimentador: Trazamos la situación de dicho macho, leyendo en el plano las cotas correspondientes.
Trazamos el eje de simetría correspondiente a éste alojamiento.
Marcamos sobre éste eje, dos puntos a la distancia de 4 mm. de los extremos mas distantes de la figura trazada.
Taladramos con una broca de 7,75 mm. de diámetro.
De nuevo a la sierra de cinta, para cortar el material sobrante entre los dos orificios
Repetimos las operaciones con el timbre manual.
Tambien ahora, colocaremos el punzón, sobre la guía, teniendo sumo cuidado en el centrado de los mismos.
Para evitar disgustos, cuando los punzones sean simétricos y tengan la posibilidad de poder ser colocados en dos o más posiciones, debemos de marcar una posición única en el macho y en la guía.
Continuamos con las operaciones de marcado con la ayuda del timbre de bolas y el limado correspondiente, hasta conseguir el ajuste de éstas dos piezas.
Nos falta el mecanizado correspondiente al punzón de 3 mm., pero lo realizaremos mas adelante, cuando tengamos delimitado exactamente su situación (que nos será dada cuando efectuemos el corte con la tira de chapa).
Ajuste de los punzones en la placa-matriz
Pulimos con tela de esmeril la cara superior de la placa.
Manchamos dicha superficie con solución de sulfato de cobre.
Montamos el bloque inferior del troquel.
Marcamos con la punta de trazar las figuras de los dos punzones.
Desmontamos el mencionado bloque.
Repetiremos todas las operaciones que hemos realizado en la guía (graneteado, taladrado, aserrado, limado, marcado,É.etc)
Teniendo en cuenta que, a la placa-matriz se tienen que realizar los denominados ángulos de escape, podemos mecanizarlos con anterioridad al ajuste de los punzones, con lo cual, aligeramos el trabajo de ajuste, al realizarlo con profundidades de 3 mm., en lugar de tenerlo que hacer en todo el espesor de la placa. El material a suprimir, lo quitaremos con una fresa cónica de matriceria, o bien limando inclinado.
Cuando tengamos terminada la placa, observaremos que los orificios de salida tienen mayor dimensión que los de corte. Esta parte de los calados, es la que nos servirá para trazar las figuras en la sufridera inferior, que serán las operaciones que tenemos que realizar a continuación.
Ahora vamos a mecanizar los calados de las figuras en la placa porta-machos, para lo cual colocaremos dicha placa debajo de la guía, trazaremos las dos figuras, y realizaremos las operaciones que ya dominamos con soltura, teniendo en cuenta que en ésta placa los punzones tienen que pasar con una holgura de medio milímetro, para no influir en el deslizamiento sobre la guía.

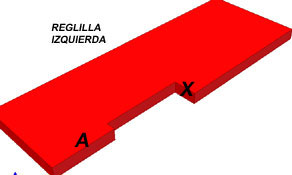
Si colocamos aquí de nuevo la placa-guía, podemos observar los dos rebajes que son los que dejarán espacio para las reglillas que guiarán la tira de chapa a troquelar.
Para realizar éste mecanizado, tenemos que marcar dos lineas paralelas a la cara interior del punzón alimentador, la de la izquierda, coincidiendo con ésta cara, la de la derecha, a 29 mm. de la primera, y dejando una distancia entre cada una de ellas y la circunferencia del segundo punzón, de 2 mm.
Cuando tengamos trazados los límites de los rebajes, colocamos la pieza en la fresadora, mecanizando los mismos con una profundidad de medio milímetro superior al espesor de la reglillas.
Una vez terminada la mecanización de los rebajes, colocamos las reglillas en la placa-guía, en su posición, apoyando una de sus cantos en la superficie lateral dejada después de rebajar los alojamientos para las mencionadas reglillas, las sujetamos firmemente y realizamos todos los orificios que tiene la guía.
Tambien tenemos que mecanizar la ranura correspondiente al paso del punzón alimentador
Como las tiras del material a troquelar tendrán una anchura superior al paso entre las reglillas (que es de 29 mm.), aproximadamente 32-35 mm, tenemos que cortar la reglilla enA, lo suficiente para dejar paso a la tira de chapa.
En el punto X, será donde apoye la tira de chapa luego de que el alimentador le corte una pequeña porción de 27 mm. de longitud. Como la acumulación de golpes puede deteriorar éste punto, es conveniente que insertemos una placa de metal duro de las que el filo es neutro ( 90 grados ) y tienen un orificio para la sujeción en los porta-herramientas. Otra solución es construir las reglillas de acero, pero corremos el riesgo de que por su pequeño espesor relativo, se deformen al templarlas.
De los orificios que tiene la placa-guía, los exteriores son para las columnas, los otros cuatro son para sujetar la guía al bloque superior y limitar su recorrido. Todos los hemos pasado a las reglillas. Aprovechamos los cuatro agujeros interiores para retaladrar unos avellanados para el alojamiento de las cabezas de los cuatro tornillos TAE, con los que sujetaremos las reglillas al bloque inferior, para lo cual roscaremos los agujeros que en su momento tambien realizamos en la sufridera inferior.
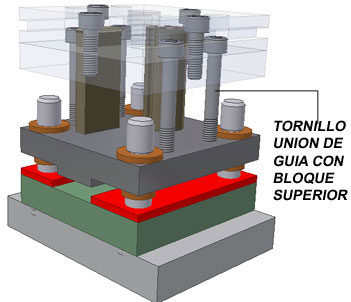
Al montar el conjunto de los distintos componentes, colocaremos en los tornillos de unión los casquillos elásticos de separación y compresión de la guía.
El troquel terminado, lo montaremos en la prensa excéntrica.
Engrasaremos todos los componentes móviles.
Efectuaremos varios recorridos de trabajo en vacío para suavizar la matriz.
Introduciremos una tira de chapa hasta tocar en el tope de la reglilla.
Accionaremos el embrague de la prensa para efectuar varios cortes.
Retiramos la tira troquelada.
Desmontamos la matriz de la prensa.
Separamos el bloque superior del inferior.
Desmontamos el bloque superior, retirando el punzón alimentador.
Colocamos el punzón en su alojamiento en la placa-matriz.
Introducimos la tira previamente troquelada entre las dos reglillas, hasta que haga tope en el punzón alimentador.
Tambien podemos colocar el punzón de corte de la figura del rotor en su respectivo alojamiento de corte, con lo que aseguramos la perfecta colocación de la tira.
Observaremos que el hueco de la última figura troquelada ha retrocedido un paso.
Trazamos el centro de ésta figura, que será el centro del agujero de 3 mm., correspondiente al punzón cilindrico que nos faltaba.
Taladraremos la guía, pasando luego a realizar este agujero en el resto de placas.
Montamos de nuevo la matriz totalmente y la probamos de nuevo, comprobando el centrado del orificio central.
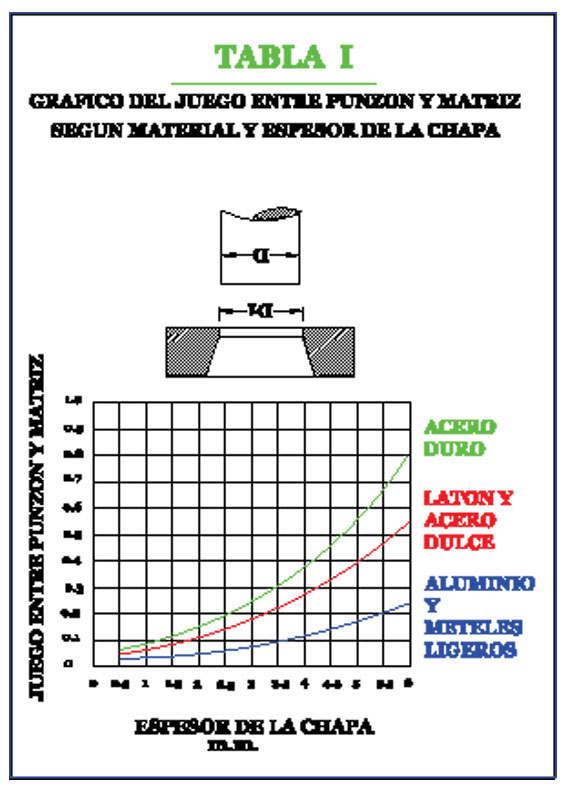
Debido a que la chapa que vamos a cortar se de 1 mm. de espesor, tendremos que realizar un mecanizado en todos los calados de la placa matriz, para conseguir el juego entre las medidas de los punzones y las correspondientes en la matriz. El juego total viene siendo del 10% del espesor de la chapa a troquelar, que será en nuestro caso de 0.1 mm. (la mitad en cada lado de la figura,= 0.05 MM.) como vemos en el gráfico de la tabla 1 en la sección tablas, y que colocamos aquí una copia.
Como el material que troquelamos es chapa de hierro dulce, podemos realizar muchos cortes, y así asentar el funcionamiento de la matriz antes de mandarla al temple y revenido.
Para ampliar conocimientos de los temas: Contactar on line
El contenido de este manual está dedicado a uso personal del lector, no con fines lucrativos del mismo.
A continuación si lo desa puede descargarse la lección.
Ahora lo que vamos a trazar es la situación que corresponde al punzón A del rotor, que estará en el centro de la cota 100 mm.,y aproximadamente a unos 35 mm del canto superior. El trazado lo podemos hacer con regla milimetrada, escuadra de tacón y punta de trazar, o bien con mármol, donde apoyaremos el gramil de alturas y la placa-guía, para trazar las dos lineas perpendiculares correspondientes. Graneteamos el punto resultante. Tomamos un compás de puntas, y con centro en el graneteado, marcamos una circunferencia con radio 12,5 mm. y otra con un radio mayor (de unos 30 mm.), Esta segunda circunferencia, es la que nos servirá para centrar la pieza en el plato de cuatro garras independientes del torno.
Una vez colocada la placa en torno, sujetamos una punta de trazar en la torreta porta-herramientas, la acercamos a nuestra pieza de forma que coincida con el punto mas cercano a nosotros de la circunferencia grande, a la vez que procuramos que dos de las garras del plato estén horizontales. Giramos a mano el plato una vuelta completa, observando el desvío de la circunferencia con respecto a la punta de trazar. Aflojando una de las garras y apretando la opuesta, corregimos el mayor desfase. Realizamos la misma operación, las veces necesarias, hasta conseguir el centrado de la circunferencia auxiliar.
Repasamos el apriete de las cuatro garras.
Colocamos en el portabrocas del torno una broca de sacar centros y punteamos. Cambiamos de broca, montando una de 8 mm. Taladramos agujero pasante.
Montamos una herramienta de interiores, mecanizando un cajeado de 25 mm. de diámetro, con 2 mm. de profundidad, y que comprobaremos con el punzón del rotor.El cajeado que hemos realizado, es para centrar en él el punzón,( para trazar la figura y para colocarlo adecuadamente cada vez que tengamos que marcar dicha figura posteriormente).
Después del trazado, comprobaremos que los trazos no llegan al orificio taladrado de 8 mm (en caso de que tocaran, lo tendríamos en cuenta para cuando taladremos la placa matriz, hacerlo con un diámetro menor)
Una vez trazada la figura del punzón, llevaremos la placa a la máquina sierra de calar, cortaremos una longitud de sierra de cinta de 6 x 0,6 mm. igual al desarrollo de la necesaria, la introducimos por el orificio de 8 mm(procurando que los dientes de la sierra estén hacia la cara trazada de la pieza, soldamos los extremos de la sierra, revenimos la soldadura y limamos la misma para quitar rebabas de la fusión.
Montamos la sierra en las dos poleas de la máquina, tensamos, colocamos los protectores y comenzamos a desbastar el material sobrante, sin acercarnos demasiado a los trazos.
Una vez limado con la sierra de cinta, la mayor parte del material sobrante, cortaremos la sierra para sacar la pieza. Colocamos la pieza en el tornillo de banco.
Limaremos con las limas de cola de ratón,
acercándonos en lo posible a los trazos.
Quitamos la pieza del tornillo de banco y la llevamos a la prensa hidráulica o al timbre de bolas.
Colocamos el punzón encima de la guía, de forma que coincidan las figuras. (aquí tenemos como centrador, el cajeado)
Acercamos la maza del timbre manual a la cabeza del punzón.
Retrocedemos media vuelta la maza del timbre.
Avanzamos la maza enérgicamente, con el fin de que el punzón, marque su figura en la guía , indicándonos cuanto material le sobra.
De nuevo limamos éste sobrante.
Otra vez al timbre, y nuevo golpe.
Repetimos hasta conseguir que el punzón pase totalmente la guía.Debemos considerar, que la penetración con la presión del timbre, es para indicar el material sobrante y no la laminación del material exclusivamente, por el peligro de rotura del punzón.
Una vez conseguido el ajuste, debemos suavizar el deslizamiento.
Es conveniente que cada vez que efectuemos la penetración del punzón, manchemos el mismo con tiza de la empleamos para escribir en la pizarra. Esta pelicula de tiza impedirá que se "gripen" las dos piezas (unión forzada en frío).
El siguiente paso, será pasar el punzón alimentador: Trazamos la situación de dicho macho, leyendo en el plano las cotas correspondientes.
Trazamos el eje de simetría correspondiente a éste alojamiento.
Marcamos sobre éste eje, dos puntos a la distancia de 4 mm. de los extremos mas distantes de la figura trazada.
Taladramos con una broca de 7,75 mm. de diámetro.
De nuevo a la sierra de cinta, para cortar el material sobrante entre los dos orificios
Repetimos las operaciones con el timbre manual.
Tambien ahora, colocaremos el punzón, sobre la guía, teniendo sumo cuidado en el centrado de los mismos.
Para evitar disgustos, cuando los punzones sean simétricos y tengan la posibilidad de poder ser colocados en dos o más posiciones, debemos de marcar una posición única en el macho y en la guía.
Continuamos con las operaciones de marcado con la ayuda del timbre de bolas y el limado correspondiente, hasta conseguir el ajuste de éstas dos piezas.
Nos falta el mecanizado correspondiente al punzón de 3 mm., pero lo realizaremos mas adelante, cuando tengamos delimitado exactamente su situación (que nos será dada cuando efectuemos el corte con la tira de chapa).
Ajuste de los punzones en la placa-matriz
Pulimos con tela de esmeril la cara superior de la placa.
Manchamos dicha superficie con solución de sulfato de cobre.
Montamos el bloque inferior del troquel.
Marcamos con la punta de trazar las figuras de los dos punzones.
Desmontamos el mencionado bloque.
Repetiremos todas las operaciones que hemos realizado en la guía (graneteado, taladrado, aserrado, limado, marcado,É.etc)
Teniendo en cuenta que, a la placa-matriz se tienen que realizar los denominados ángulos de escape, podemos mecanizarlos con anterioridad al ajuste de los punzones, con lo cual, aligeramos el trabajo de ajuste, al realizarlo con profundidades de 3 mm., en lugar de tenerlo que hacer en todo el espesor de la placa. El material a suprimir, lo quitaremos con una fresa cónica de matriceria, o bien limando inclinado.
Cuando tengamos terminada la placa, observaremos que los orificios de salida tienen mayor dimensión que los de corte. Esta parte de los calados, es la que nos servirá para trazar las figuras en la sufridera inferior, que serán las operaciones que tenemos que realizar a continuación.
Ahora vamos a mecanizar los calados de las figuras en la placa porta-machos, para lo cual colocaremos dicha placa debajo de la guía, trazaremos las dos figuras, y realizaremos las operaciones que ya dominamos con soltura, teniendo en cuenta que en ésta placa los punzones tienen que pasar con una holgura de medio milímetro, para no influir en el deslizamiento sobre la guía.
Si colocamos aquí de nuevo la placa-guía, podemos observar los dos rebajes que son los que dejarán espacio para las reglillas que guiarán la tira de chapa a troquelar.
Para realizar éste mecanizado, tenemos que marcar dos lineas paralelas a la cara interior del punzón alimentador, la de la izquierda, coincidiendo con ésta cara, la de la derecha, a 29 mm. de la primera, y dejando una distancia entre cada una de ellas y la circunferencia del segundo punzón, de 2 mm.
Cuando tengamos trazados los límites de los rebajes, colocamos la pieza en la fresadora, mecanizando los mismos con una profundidad de medio milímetro superior al espesor de la reglillas.
Una vez terminada la mecanización de los rebajes, colocamos las reglillas en la placa-guía, en su posición, apoyando una de sus cantos en la superficie lateral dejada después de rebajar los alojamientos para las mencionadas reglillas, las sujetamos firmemente y realizamos todos los orificios que tiene la guía.
Tambien tenemos que mecanizar la ranura correspondiente al paso del punzón alimentador
Como las tiras del material a troquelar tendrán una anchura superior al paso entre las reglillas (que es de 29 mm.), aproximadamente 32-35 mm, tenemos que cortar la reglilla enA, lo suficiente para dejar paso a la tira de chapa.
En el punto X, será donde apoye la tira de chapa luego de que el alimentador le corte una pequeña porción de 27 mm. de longitud. Como la acumulación de golpes puede deteriorar éste punto, es conveniente que insertemos una placa de metal duro de las que el filo es neutro ( 90 grados ) y tienen un orificio para la sujeción en los porta-herramientas. Otra solución es construir las reglillas de acero, pero corremos el riesgo de que por su pequeño espesor relativo, se deformen al templarlas.
De los orificios que tiene la placa-guía, los exteriores son para las columnas, los otros cuatro son para sujetar la guía al bloque superior y limitar su recorrido. Todos los hemos pasado a las reglillas. Aprovechamos los cuatro agujeros interiores para retaladrar unos avellanados para el alojamiento de las cabezas de los cuatro tornillos TAE, con los que sujetaremos las reglillas al bloque inferior, para lo cual roscaremos los agujeros que en su momento tambien realizamos en la sufridera inferior.
Al montar el conjunto de los distintos componentes, colocaremos en los tornillos de unión los casquillos elásticos de separación y compresión de la guía.
El troquel terminado, lo montaremos en la prensa excéntrica.
Engrasaremos todos los componentes móviles.
Efectuaremos varios recorridos de trabajo en vacío para suavizar la matriz.
Introduciremos una tira de chapa hasta tocar en el tope de la reglilla.
Accionaremos el embrague de la prensa para efectuar varios cortes.
Retiramos la tira troquelada.
Desmontamos la matriz de la prensa.
Separamos el bloque superior del inferior.
Desmontamos el bloque superior, retirando el punzón alimentador.
Colocamos el punzón en su alojamiento en la placa-matriz.
Introducimos la tira previamente troquelada entre las dos reglillas, hasta que haga tope en el punzón alimentador.
Tambien podemos colocar el punzón de corte de la figura del rotor en su respectivo alojamiento de corte, con lo que aseguramos la perfecta colocación de la tira.
Observaremos que el hueco de la última figura troquelada ha retrocedido un paso.
Trazamos el centro de ésta figura, que será el centro del agujero de 3 mm., correspondiente al punzón cilindrico que nos faltaba.
Taladraremos la guía, pasando luego a realizar este agujero en el resto de placas.
Montamos de nuevo la matriz totalmente y la probamos de nuevo, comprobando el centrado del orificio central.
Debido a que la chapa que vamos a cortar se de 1 mm. de espesor, tendremos que realizar un mecanizado en todos los calados de la placa matriz, para conseguir el juego entre las medidas de los punzones y las correspondientes en la matriz. El juego total viene siendo del 10% del espesor de la chapa a troquelar, que será en nuestro caso de 0.1 mm. (la mitad en cada lado de la figura,= 0.05 MM.) como vemos en el gráfico de la tabla 1 en la sección tablas, y que colocamos aquí una copia.
Como el material que troquelamos es chapa de hierro dulce, podemos realizar muchos cortes, y así asentar el funcionamiento de la matriz antes de mandarla al temple y revenido.
Para ampliar conocimientos de los temas: Contactar on line
El contenido de este manual está dedicado a uso personal del lector, no con fines lucrativos del mismo.
A continuación si lo desa puede descargarse la lección.






