

Matricería
Lección 21ª
Se llama Matricería, a la rama de la Mecánica que se ocupa de la fabricación del utillaje, como son los troqueles, moldes, etc, que se emplean en la fabricación en serie de los distintos productos que necesitamos obtener. La fabricación de dicho utillaje, se clasifica en varios grupos, entre ellos cabe destacar:
| Troqueles | Corte y Punzonado de chapas |
| Dobladores | Curvado y Doblado de chapas |
| Embutidores | Embutido de chapas |
| Moldes | Moldeado de Plásticos |
Entendemos por Corte o Punzonado, la perforación de una chapa (generalmente metálica), mediante un Punón o Macho, que penetra en una placa, llamada Matriz, a la que se le ha realizado un vaciado con la misma forma que tiene el Macho. Del resultado de la operación, obtenemos dos piezas, de las cuales aprovechamos, la interior o la exterior ( pocas veces las dos).
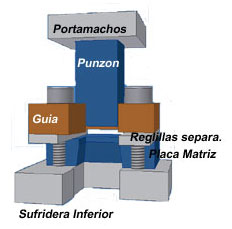 La matriz, la forman el conjunto siguiente:
La matriz, la forman el conjunto siguiente:Sufridera inferior
Placa Matriz
Reglillas o separadores
Guía para los Machos
Macho o Punzón
Placa Porta machos
Sufridera Superior (no lleva, macho único)
Tornillos y Pasadores
La Placa Matriz y el Punzón están construidos de Acero del grupo Indeformables (F-521, F-522, o similar)
Las Sufrideras y Porta machos se fabrican con Acero F-1120, F-1140
Las Reglillas con acero F-522 (al final son templadas)
Las Reglillas con acero F-522 (al final son templadas)
Los Machos y las Placas, luego de estar mecanizadas, reciben los tratamientos térmicos de Temple y Revenido, asi como su Rectificado.
Procedimiento general para la construcción de un troquel.-
Para realizar el mecanizado, comenzaremos por realizar los planos correspondientes (aun cuando dichos planos vendrán realizados por el Departamento u Oficina Técnica, el Matricero, para poder leer los planos, debe saber dibujarlos, y como aquí no estamos en una empresa, si no en una escuela, realizaremos el proceso completo), En principio, dibujaremos un croquis a mano alzada plasmando la idea que tenemos de la matriz en cuestión, cuidando la disposición de la pieza a troquelar, para obtener el mejor aprovechamiento de la tira de material.
El siguiente paso será dibujar el plano de la superficie de la placa guía, donde irán alojados los distintos machos, los pasadores y los tornillos de sujeción del conjunto. A continuación, dibujamos las vistas de planta y de perfil, y si lo consideramos de interés alguna vista de sección. Para dibujar podemos emplear un programa de Dibujo Asistido por Ordenador (en la actualidad, no se considera rentable el dibujar con los procedimientos anteriores del siglo pasado, aún tan cercano). En el Mercado Especializado, podemos encontrar muchos de éstos programas de dibujo, entre ellos el Autocad, que desde la versi—n 10 está en Castellano, facilitando así su aprendizaje a los que no dominen el ingles.
Posteriormente dibujamos la placa matriz, que será idéntica a la guía, con la salvedad de que en la primera es conveniente dibujar una sección convencional, para poder indicar el ángulo de escape de los distintos orificios de las figuras cortantes.
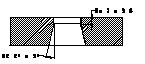 Dicho ángulo de escape se mecanizará entre 2 a 3 grados
Dicho ángulo de escape se mecanizará entre 2 a 3 gradosLa longitud del corte, estará comprendida entre 2 a 3 veces el espesor de la plancha a cortar. En el caso de orificios redondos, el escape de las pepitas cortadas, se realiza retaladrando con una broca 2 o 3 m.m. mayor que el agujero correspondiente, por la parte posterior, hasta alcanzar la profundidad necesaria para dejar la longitud de corte indicada.
Al acotar los orificios de corte, es conveniente indicar el juego entre punzón y matriz. En las tablas, podemos encontrar la que indica las tolerancias admisibles entre punzones y placas. En principio podemos considerar un 10% del espesor de la plancha a cortar
A continuación se dibujan las placas restantes.
Es conveniente dibujar un plano de conjunto, teniendo en cuenta que la longitud de los punzones de corte está normalizado a 70 y 80 m.m.
Al dibujar la sufridera inferior, los orificios correspondientes a las piezas a cortar tendrán las dimensiones que nos indiquen las aristas de salida de los ángulos de escape de la placa matriz.
Tambien podemos realizar los dibujos con programas en 3 dimensiones, como puede ser Inventor de Autodesk, y de ésta forma el plano de las placas dibujadas, al guardarlos como archivos S.T.L, los podemos convertir a código I.S.O., que posteriormente nos servir‡n para accionar las fresadoras de control numérico, previo paso por los programas que ya indicaremos.
En la carpeta o cajetin del plano de conjunto relacionaremos las distintas partes que componen la matriz, con los datos necesarios:
| Marca (nº de la placa o elemento) |
| Nº de piezas |
| Material |
| Dimensiones en bruto |
| Tratamiento Térmico |
| Empresa Proveedora |
| Observaciones |
Con los datos reflejados en el mencionado plano de conjunto,procederemos a pedir los materiales para las distintas placas y punzones, los pasadores (o columnas) y tornilleria necesarios.
Cuando los materiales estén en el taller, pondremos en práctica las hojas de seguimiento de trabajo que habremos confeccionado mientras esperábamos la recepción de lo solicitado.
La fase siguiente será el mecanizado de los punzones en las máquinas necesarias (torno, fresadora, rectificadora, etc.)
Mecanizado de las superficies mayores de las placas, que pueden ser realizadas montadas en el plato de cuatro garras del torno, para refrentarlas (en la mayoria de los casos es más rápido que en la fresadora).
Siguiente paso: Eliminar rebabas y rectificado de las superficies torneadas
Tomamos la placa destinada a ser la Guia del troquel, con tela esmeril, pulimos ligeramente la superficie, manchamos con una solución de sulfato de cobre (piedra lipi) , dejamos secar y trazamos la posición de los pasadores y de los tornillos. Granetear dichos puntos
La misma operación en la placa Sufridera Superior para marcar la posición de los tornillos que sujetarán la Sufridera con el Porta machos.
Formaremos un paquete procurando alinear los distintos cantos de la Guía, la placa Matriz y la Sufridera Inferior, dejando a la vista la cara de la guía donde esté el trazado. Los sujetamos firmemente con un par de gatos o sargentos.
Acto seguido, taladramos, retaladramos y escariamos uno de los orificios destinado a úno de los pasadores. Frotamos con tiza de la que empleamos para escribir en la pizarra, uno de los pasadores, lo centramos en el agujero, y con maza de plástico o madera, lo vamos introduciendo, hasta que abarque la totalidad del paquete.
Repetimos para el pasador opuesto.
Con dos pasadores montados, ya podemos taladrar todos los restantes orificios, luego retaladrar todos y escariarlos todos, sin temor a que se muevan las placas del paquete.
Los orificios para los tornillos, los roscaremos en la Sufridera Inferior, y sean agrandados en las otras placas, para que se deslicen los tornillos.
Con el paquete Porta machos, seguimos la misma pauta: Taladramos un orificio con la broca que corresponda al roscado, roscamos y colocamos un tornillo, después otro. Con dos tornillos colocados terminamos para los otros. A continuación retaladramos con broca para alojamientos de tornillos Allen. Los tornillos quedarán enrasados.
Tomamos cada uno de los paquetes, montándolos en la mordaza de la Fresadora, para mecanizar una de las dos caras más largas del conjunto, con fresa de planear.
Aflojamos la mordaza, giramos el bloque 180¼ y mecanizamos.
De nuevo, aflojamos, giramos 90¼, comprobando que las caras planeadas están a escuadra con la mordaza. Repetimos para terminar la cara opuesta.
En el caso de que los tornillos molesten para apretar correctamente, colocaremos un suplemento en la parte de la boca móvil de la mordaza.
Cuando tengamos los dos paquetes mecanizados en la fresadora, eliminaremos las rebabas, con quitarrebabas o con una lima fina, matamos los cantos, y marcamos todas las placas con números o con letras para asegurar posición única de montaje.
Posteriormente al mecanizado de los paquetes descritos, procederemos a mecanizar los punzones (tambien pueden ser mecanizados con antelación a dichos paquetes, mandarlos a los tratamientos de temple y revenido, y mientras esperamos su regreso, realizamos las operaciones de los bloques). Respecto a la construcción de los punzones, hay que tener en cuenta lo siguiente :
A :Los perfiles exteriores de las piezas cortadas, quedan a la medida de la matriz.
B : Los agujeros de las piezas cortadas, quedan a la medida del punzón.
Una vez que tengamos todos los componentes de la matriz, tomamos la placa guía y trazamos en la misma, todos los perfiles de los punzones.
A continuación mecanizamos todos los agujeros con el procedimiento elegido: taladrado, corte con sierra de calar y limado ( con los correspondientes clavados de los punzones, con prensa), o empleamos la máquina de electro erosi—n por hilo, partiendo de un peque–o orificio, taladrado con anterioridad.
En la matriz, cuando estén terminados los calados, hay que hacer los ángulos de escape.
Los calados de la sufridera inferior, se realizarán teniendo en cuenta que deben coincidir con los perfiles mayores de los ángulos de escape.
Los calados correspondientes a los punzones de la placa porta machos, se mecanizaran con tolerancias suficientes amplias para que no fuercen el deslizamiento de dichos punzones en la placa guía.
Tambien debemos mecanizar las reglillas separadoras, y colocar los topes para la regulación del avance de la tira.
Antes de montar las distintas partes de la matriz, en el centro geométrico de la sufridera superior, marcaremos, taladraremos y roscaremos, para colocar el porta machos-porta matrices, para centrar el montaje del troquel que nos ocupa.
Montaje y prueba de la matriz.
Al presentar las explicaciones correspondientes a la presente lección (21 Matricería) ,voy reflejando las distintas fases por las que pasa la construcción del troquel y que yo voy "viendo" en el entorno espacial de la imaginación. Sin embargo, para el lector, supone un esfuerzo mayor, debido a que no posee la información para saber a priori, cual es nuestro objetivo. Para facilitar el estudio, presentaré el sistema que seguiremos para lograr mayor motivación, y por consiguiente más facilidad para el seguimiento de los ejercicios.
1º .-Exposición del conjunto del trabajo que nos proponemos realizar.
2º .-Desglose de las distintas partes de que constará.
3º .-Estudio especifico de la matriz correspondiente.
4º .-Dibujo necesario.
5º .-Realización práctica de los distintas partes de la fabricación.
Continuamos en la Lección-22.
Para ampliar conocimientos de los temas: Contactar on line
El contenido de este manual está dedicado a uso personal del lector, no con fines lucrativos del mismo.
A continuación si lo desa puede descargarse la lección.







